
甩带法是一类典型的快速凝固技术,适用于制备厚度在20〜6 0 p m 的 TiNi基合金薄带。与传统的凝固技术相比较,利用快速凝固技术制备的TiNi基合金薄带具 有 以 下 4 个 方 面 的 优 势 [2<)]: ① 可 能 形 成 亚 稳 相 ;② 增 大 合 金 元素 的 溶 解 度 ; ③减小合金元素的偏聚;④细化晶粒。从工程应用角度讲,该技术的一个突出优势是在合金熔炼后,跳过了拉拔、轧制等传统加工工艺,可以获得能够直接应用的薄带,尤其适合于如C u 含量较高的TiNiCu合金、TiNiHf合金等块体状态下较脆,不能轧制、拉拔加工的材料。
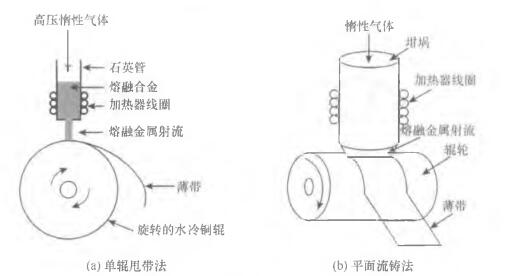
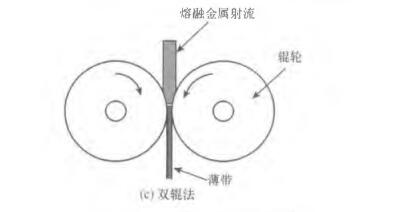
TiNi基合金薄带的制备方法主要有单辊甩带法、平面流铸法和双辊法。图 3-4 所示为上述三种工艺制备TiNi基合金薄带的示意图。下面以单辊甩带法为例说明制备过程:将事先熔炼好的合金放入石英或者氧化铝坩埚中,经感应熔化获得熔融的液体,在高压惰性气体的推动下,熔融的液体直接喷射在高速旋转的水冷铜辊上,经快速凝固即可获得薄带。平面流铸法工艺原理与单辊甩带法基本相同,只是石英喷嘴的宽度与薄带的宽度相同,喷嘴与辊面的距离更小。双辊法与单辊甩带法的区别仅在于前者利用两个辊轮冷却,易于获得具有均匀显微组织的薄带,后者所制备的薄带与辊轮接触一侧,冷却速率较高,易于获得非晶组织。而与空气接触一侧,冷却速率较低,可能获得部分晶粒镶嵌在非晶基体上的组织。
Goryczka等[21]采用双辊法制备宽度为4 5 _ 的薄带。图 3-5比较了单辊法与双辊法制备的Ti5()Ni25C U25合金薄带的横截面,发现双辊法制备的薄带横截面上中心处有明显的分界线。
控制薄带微观组织与性能的关键因素是冷却速率,TiNi基合金的冷却速率通常 在 105~107°C/s之间。冷却速率主要取决于制备工艺参数与合金性质,前者主要包括辊轮速率、惰性气体压力、喷嘴与辊面之间的距离、熔体温度,后者主要包括合金密度、合金比热容、界面传热系数等,其中辊轮速率与熔体温度是主要的影响因素。冷却速率(G)的计算公式如式(3-1)所示 。
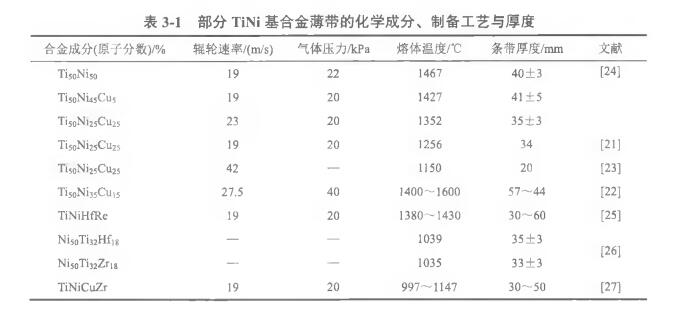
其中功为界面传热系数;r 为熔体温度;。为辊轮温度;/为薄带厚度; 为合金密度; c 为合金比热容。表 3-1总结了部分TiNi基合金薄带的成分、制备工艺参数与条带厚度。N a m 等[22,23]研宄了熔体温度对薄带微观组织的影响,Ti5QNi25C U25薄带在熔体温度为 1400°C时 形 成 非 晶 和 晶 相 B 2 的混合组织,而 在 1530°C下则形成完全非晶组织; Ti50Ni45Cu5薄带在熔体温度为1400°C时形成B 19'相,而 在 1500°C时则形成B 19相,并 析 出 Ti2N i球形纳米颗粒。必须指出的是,目前大部分的文献报道中并未给出具体的冷却速率,而是用辊轮速率替代,这导致很难直接比较不同文献之间的数据。
制 备 态 T iN i合 金 薄 带 通 常 是 完 全 晶 态 ,而 使 用 相 同 的 制 备 工 艺 ,制备态 TiNiCu合金薄带的微观组织与C u 含量有关[24]。C u 含量较高的合金更符合Inoue 所提出的制备非晶合金的三个原则,因 此 C u 含量较高的制备态薄带是部分非晶或者完全非晶态。这也是为什么通常选择三元合金制备薄带的原因之一。