
1) 机械合金化法概况
机械合金化是指异种金属或合金粉末在高能球磨机中通过粉末与磨球之间的碰撞,使粉末颗粒发生反复变形、冷焊和破碎,导致粉末颗粒中原子扩散,最终获得均匀合金粉末的一种固相粉末制备技术。机械合金化始于2 0世 纪 60年代,Benjamin 等发明该技术用于合成弥散强化N i基高温合金[33]。这种工艺最初被命名为球磨/混合,但是在专利申请中,专 利 代 理 人 M ac Qu e en创 造 了 术 语 “机械合金化”来描述该技术。比较而言,新术语更好地反映了技术本质,于是被沿用至今。机械合金化技术己被广泛用于制备各种先进材料,包括非晶合金、纳米晶合金、准晶材料等非平衡相、固溶体合金、金属间化合物等平衡相以及复合材料等[34]。
机械合金化的主体设备是高能球磨机,主要包括振动球磨机、行星球磨机、搅拌球磨机和滚动球磨机。在 Ti-Ni粉末机械合金化中,多使用前两种设备。振动球磨机是利用磨球在做高频振动的罐体内对原料粉末进行高能冲击、碰撞等从而实现合金化或粉碎的设备。其振动加速度可以达到重力加速度的3〜1 0 倍,振动频 率 约 为 20〜25Hz1341。振动球磨机中通常配置1〜2 个容积为数十毫升的球磨罐,因此其通常用于实验或合金筛选等目的。图 2-7给 出 了 美 国 S P E X 公司生产的振动球磨机与配套的球磨罐和磨球[35]。

SPEX振动球磨机(a)与球磨罐和磨球(b)
行星球磨机的名字来源于其球磨罐的运动方式,其借助行星传动机构装置使球磨罐既产生公转又产生自转来带动罐内的球磨介质,产生强烈的冲击作用,从而使球磨介质之间的原料被粉碎。图 2-8(a)所示为德国Fritsch球磨机[35]。球磨罐自转和公转引起的离心力使磨球和原料在罐内产生相互冲击、摩擦和上下翻滚,从而起到粉碎的作用,如 图 2-8(b)所示 [35]„在自转和公转等合力的作用下可使球磨介质的离心加速度达到10〜100倍重力加速度。与振动球磨机相比较,行星球磨机的球磨效率低,但球磨罐的容积较大。
机械合金化是一个极其复杂的过程,为获得理想的产物/显微组织,需要对其工艺参数进行优化。影响最终产物的重要参数如下[35]: ①球磨机转速与球磨时间; ②磨球的类型、尺寸和尺寸分布;③球料比;④球磨气氛;⑤过程控制剂;⑥球磨温度。主要参数的影响简述如下:
一般认为,球磨机转速越高,传递到原料的能量越高。这似乎意味着高转速有利于球磨,但实际情况并非如此。传统球磨机中存在一临界转速,如果髙于此数值, 磨球会紧贴在球磨罐内壁上,不会对原料产生任何冲击作用,不利于粉末合金化。此外,随转速增加,球磨罐内的温度升高过快。在某些情况下,如需要扩散提高粉末均匀化程度或合金化是有利的。然而,在某些情况下,过高的温度会加速相变过程,导致机械合金化过程中形成的固溶体或者其他亚稳相分解。
球磨时间是影响机械合金化的最重要参数,主要取决于球磨机类型、球磨机转速、球料比和球磨温度。球磨时间应该选择颗粒的冷焊和断裂达到平衡的时间,如果时间过长,产物的污染程度增加[36]。因此,实际应用中,在考虑以上因素和粉末体系的基础上,应该通过实验综合确定所需要的球磨时间。
选取磨球的原则之一是磨球的密度必须足够高,才能对粉末产生足够的冲击力 。最常用的磨球材质主要包括淬火钢、工具钢、不锈钢、轴承钢、W C - C o 等 。磨球尺寸和分布对球磨效率也有一定的影响。考虑较重的磨球具有更高的冲击能量,大尺寸、高密度的磨球对机械合金化有利。已有研宄报道,最终产物的组成取决于磨球的尺寸。尺寸不同磨球的合理搭配则可以使粉末能够充分地分布在磨球与磨球、磨球与球磨罐之间,从而提高球磨效率。
球料 比指 的是磨球与粉末之间的质量比,是决定机械合金化的重要参数之一 。球料比的选择范围比较大,介 于 1 : 卜 220 : 1 之间[37‘38]。球料比越大,合金化速率越快。这是因为球料比越大,单位时间内球料的碰撞次数增加,可以传递更多的能量给粉末颗粒。
球磨气氛对机械合金化产物的影响主要与污染有关。对 于 Ti粉 与 N i 粉的合金化,因 为 T i 的化学活性比较大,所以机械合金化必须在真空或者氩气、氦气等惰性气体保护下进行。
球磨温度是决定机械合金化最终产物相组成的重要因素之一。这主要是因为无论最终产物是固溶体、金属间化合物或者纳米晶,其合金化过程都涉及扩散问题 。在较高的球磨温度下,粉末的晶粒尺寸增大,固溶度降低。但是在机械合金化制备非晶材料时,研宄者报道了相反的结果,例如,在 Ti-Ni体系中,较高的球磨温度提高了非晶化动力。
在球磨过程中,由于粉末颗粒中产生了严重的塑性变形,粉末颗粒之间会发生冷焊。合金化仅在粉末和冷焊达到平衡后发生。因此,为控制冷焊的影响,可以加入过程控制剂。它们可以是固体、气体或者液体,通常为表面活性剂一类的有机化合物。加入过程控制剂后,可以较好地控制粉末的成分和提高出粉率,但是也可能降低球磨效果,改变反应机制[39]。T iN i机械合金化工艺中,常选择水 [4()]、甲醇 乙 醇 [41’42]或硬脂酸[41]作为过程控制剂。
除上述参数外,还涉及球磨机类型、球磨容器和充填率对最终产物的影响。球磨机类型的影响主要与球磨效率有关。球磨容器对最终产物的影响主要与产物的污染有关。机械合金化过程中,由于磨球对容器内壁的撞击,部分材料可能进入产物内,从而造成污染或者改变产物的化学成分。球磨罐的内部设计对球磨效率也有一定影响。充填率一般选择在5 0 %左 右 。
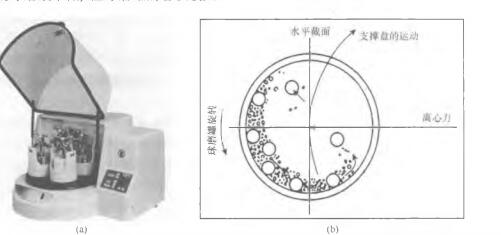
Fritsch球磨机⑷与球磨罐内磨球运动示意图(b)
机械合金化的机制主要取决于原料粉末的力学性质、它们之间的相平衡和合金化过程中的应力状态。一般可以将合金化体系分为延性-延性、延性-脆性和脆性-脆性三类。考 虑 Ti粉 与 N i粉均为延性金属,因此本节主要阐述第一类合金化机 理。机械合金化本质上来源于粉末颗粒不断的冷焊和断裂,如果原料粉末不是延性的话,冷焊很难发生t35]。因此,对于机械合金化而言,延性-延性体系是一个理想的组合。此体系的合金化可以分为四个阶段[35]:第一阶段中延性粉末在与磨球的碰撞中变成薄片状,少量粉末被冷焊到磨球表面。第二阶段中冷焊持续进行,薄片状粉末被焊合成球磨金属的层片状复合组织。随球磨时间延长,复合粉末发生加工硬化,硬度和脆性增加,颗粒再次断裂,尺寸减小。进入第三阶段后,冷焊形成的层片状复合粉末与颗粒发生卷曲。由于扩散距离缩短、晶格缺陷密度增加和球磨导致的热效应等因素,粉末中开始发生合金化。粉末尺寸与硬度达到稳定状态。继续球磨,合金化过程进入第四阶段,此时原子尺度上的反应发生,组分逐渐均匀化,最终形成固溶体、金属间化合物甚至非晶组织等球磨产物。
机械合金化的一个显著缺点是球磨产物的污染问题。污染源主要包括球磨容器 、球磨介质、气氛和过程控制剂等。引入的污染物可能与髙反应活性的合金发生反应,形成杂质相,导致合金偏离初始的设计成分。